一辆载重超过300吨的矿用重卡,每天要在尖锐、崎岖的矿岩路上穿梭数十个来回。支撑整车运行的,是六条直径近4米、单条造价堪比一辆豪华轿车的63英寸全钢巨胎。轮胎一旦“罢工”,整条运输线即刻停摆。每一次非计划换胎停机,都意味着数十万元的直接损失——这,正是全球矿区运营者最头疼的痛点。

针对矿山轮胎耐用性差、运维成本高的难题,海安集团历时37个月潜心研发,交出了一份强有力的答卷——HA-918花纹。
一、一道“老难题”:300吨重压下的“耐久性困局”63英寸的巨型全钢工程子午线轮胎(直径约4m,自重超5吨),要承受的是数百吨车货总重+尖锐矿石+陡坡崎路+持续滚动生热的多重暴击。长期以来,该领域核心技术被少数国际巨头垄断,传统轮胎普遍存在三大致命短板:
1. 抓地性能弱:陡坡、碎石路面易打滑,威胁行车安全与效率;
2. 抓地性能弱:陡坡、碎石路面易打滑,威胁行车安全与效率;
3. 散热能力不足:重载滚动产生巨大热量,积热会加速橡胶老化、胎体脱层等异常问题。
多重问题叠加,导致轮胎维护更换频繁,运维成本居高不下。为此,海安集团技术团队深入一线矿区实地调研,锁定三大核心攻坚方向:
强化散热、预防沟裂、优化接地压力——三者合力,直指同个目标:
延长轮胎使用寿命。
历经37个月,HA-918应运而生。
 二、一场“持久战”:37个月的“死磕”
二、一场“持久战”:37个月的“死磕”自2023年项目立项到2026年研发落地,研发团队投入整整37个月的时间——革新三大技术,让HA-918为使命而生:
1.花纹结构:“深沟+高饱和+深浅错落”三重协同
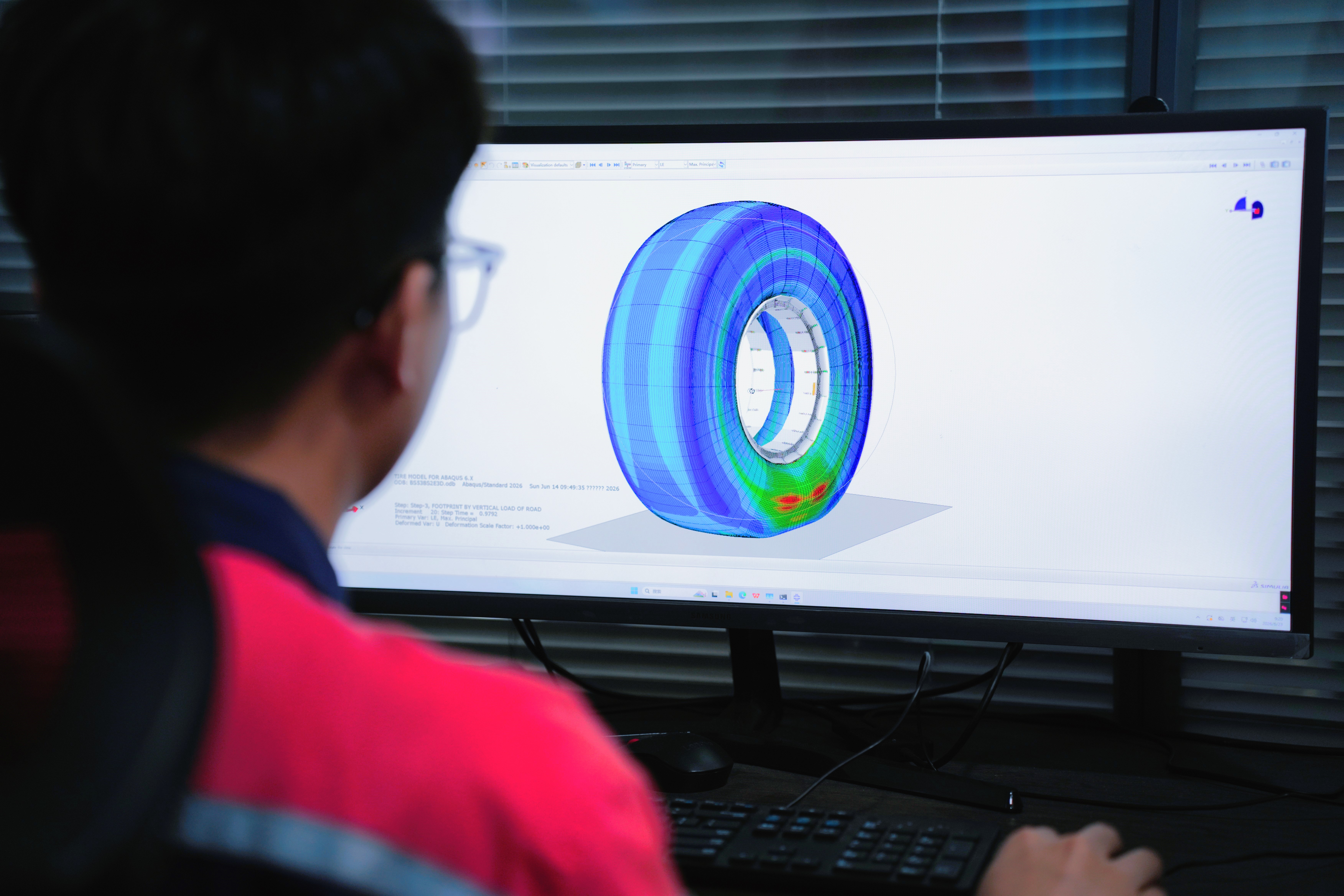
有限元仿真技术
HA-918的花纹采用深沟+高饱和+深浅错落沟槽一体化设计,依托海安自主研发的
轮胎断面建模技术与
有限元仿真反复优化,从设计源头实现应力分布与散热路径的最优解。如同一支精密配合的“工程团队”,共同应对矿区工况的复杂挑战。
· 加深花纹沟,储备耐磨余量:花纹沟槽深度由传统的88mm提升至103mm,这意味着胎面橡胶厚度更充裕,能够从容应对长期高强度磨损。就像一双鞋底更厚的靴子,能在崎岖的山路上走得更远。
· 高饱和度花纹,接地更饱满:这是HA-918最核心的设计突破,花纹饱和度(橡胶面积占比)从行业常规68%提升至77%,轮胎与地面的接触面积显著增大。接地面积越大,单位面积承受的压力就越小,从根源上减少胎面磨损。
· 深浅交错沟槽,平衡抓地散热:HA-918的花纹沟采用深浅交错、疏密有致的科学排布。深沟提供更强的抓地力,确保在陡坡和碎石路面不打滑;浅沟则加速热量散发,避免内部积热。这种设计巧妙地平衡了两大关键性能,同时有效规避沟底开裂风险。
2.特种橡胶配方:“隐形散热器”黑科技HA-918花纹选用高耐磨、抗刺扎特种胶料,搭配海安自主研发的高导热低生热橡胶技术。这项“黑科技”就像给轮胎内部装了一个“隐形散热器”,它能将轮胎滚动时产生的巨大热量快速导出,大幅降低橡胶老化、爆胎风险,同步强化胎体抗刺扎能力。对于63英寸巨胎而言,这无疑是极端工况下安全性的显著提升。
 3.精密制造工艺:微米级精度 + 闭环温控
3.精密制造工艺:微米级精度 + 闭环温控好的设计还需要精密制造兑现。HA-918采用
微米级高精度模具,是花纹设计得以完美复刻的关键。模具的每一道沟槽、每一个弧度,都经过无数次精密雕琢,加工误差控制在微米级别,确保量产轮胎1:1还原设计方案。
而在硫化环节,
闭环控温硫化工艺则扮演着“温度管家”的角色。这套工艺依托智能传感器实时监测、自动调节温度,让轮胎内外均匀受热、同步成型,杜绝因局部温差导致的性能偏差。

闭环控温硫化工艺
三、一道“铁门槛”:四重“极限测试”,筑牢安全底线全钢巨胎的诞生,从来不是“下线即上市”。在真正驶入矿山之前,它必须闯过一轮又一轮的极限验证、实地测试,直到每一公里都安全可证。HA-918正式推向市场前,便经历了一套堪称“极限”的验证流程——
第一关:剖解式验证——首条试制轮胎下线即送入实验室。工程师像外科医生一样,对轮胎进行全截面解剖检测,借助设备检验橡胶贴合、帘线分布等细节。让气泡、分层或杂质等隐患无处遁形。
轮胎断面建模技术
第二关:小批量复测与二次剖解——通过首轮验证后,第二轮小批量产出四条轮胎。其中两条再次深度解剖分析内部结构;另外两条则被送往实验室,迎接更严酷的考验。
第三关:超国标转鼓实验——轮胎被安装在转鼓试验机上,模拟矿山连续作业。海安测试标准远超国标:负荷比国标高20%,速度是国标的2倍(30km/h vs 15km/h),设备昼夜不间断运转,全程智能监测胎温、胎压、磨损速率等情况。只有在这场“超纲”测试中全身而退,才能拿到矿区的“入场券”。

转鼓实验
第四关:矿区实地装车测试——HA-918进驻真实矿山场景,历经严寒酷暑全天候作业。技术服务团队持续跟踪胎面磨损、散热、运行状态。目前,该产品已在国内矿山稳定运行近半年,累计工作时长超2000小时,各项指标表现优异。
 四、一个“硬指标”:综合效率提升约20%
四、一个“硬指标”:综合效率提升约20%所有的技术创新,最终都要用效果说话:据矿山实测反馈,搭载HA-918花纹的巨胎使用时长较传统产品可增加25%左右,能让矿区运输综合效率提升约20%。
更长的寿命直接减少停机散热、换胎频次,不仅提升矿区整体产能,还令人工、配件、运维成本同步下降。单台矿卡每月节省的费用足以购买一台家用汽车。这才是“综合效率提升约20%”的真正含义——它不是单一的寿命延长,而是一整套专为矿山打造的降本增效解决方案。

当前,首款搭载HA-918花纹的53/80R63巨胎已实现批量生产。同时,海安已将HA-918花纹拓展至行业顶级规格59/80R63的前期设计中,预计4个月后完成首条产品试制。
HA-918不仅是海安37个月“死磕”的答卷,更是国产高端工程巨胎崛起的有力宣言。在63英寸巨型轮胎的赛道上,中国企业不再是追随者。从一块胶料到一条巨胎,海安硬核智造,正在让世界看见中国制造业的实力与担当。




 简体中文
简体中文